
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 BE
BE
 KK
KK
 KY
KY
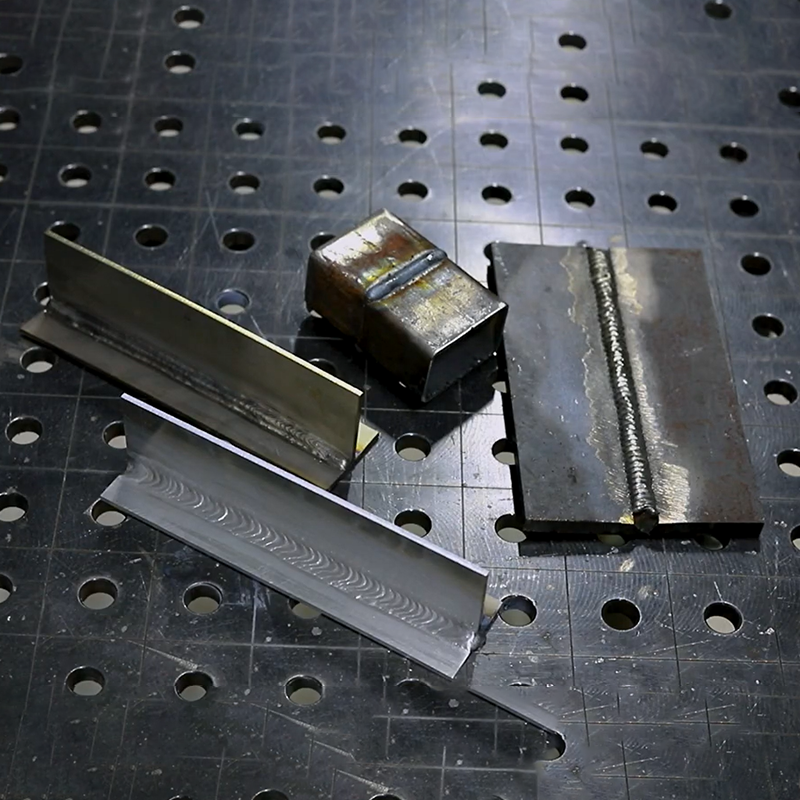
Aluksnes svārstīšana var būt ļoti atbalstīgs prasmju apguve jebkuram DIY entuziastam vai profesionālam svārstītājam. Ņemot vērā tās izplatību avtomobiju, lidmašīnu un būvniecības nozarēs, ir nepieciešams zināt, kā svārstīt aluksni. Šajā soļu par soļu rokasgrāmatā tiks apspriestas pamatjomas, dažādas tehnikas un daži padomi sākumā. Mēs arī apspriedīsim parasti sastopamos problēmu gadījumus šajā procesā.
Kas ir aluksnes svārstīšana?

Alūminija svars norāda uz procesu, kurā divas alūminija daļas tiek savienotas, izmantojot tikai šķietumu vai kombinējot to ar spiedienu. Atšķirībā no citiem metāliem, piemēram, dzelzs, attiecībā uz alūminija svaru pastāv noteiktas metodes un aspekti tādēļ, ka tam ir unikālas īpašības. Alūminija ir augsts elektroprovodības līmenis un tam ir relatively zems ritināšanas punkts, kas nozīmē, ka tas viegli var deformēties un sprāgt, ja to nekorekti apstrādā izgatavošanas procesā. Ir jāmāca, kā to darīt vislabāk, jo šīs prasmes iemācīšanās atver durvis daudziem projektiem, kurās vēlamās īpašības ir leņķīgums un korozijas atbalstība, kas parādās alūminijā.
Kāpēc ir grūti svarīt alūminiju?
Svars ar alūminiju radījumi vairākas izaicinājumus:
Oksidēšana : Kad alūminija ir pakļauta gaisa iedarbībai, tā ātri veido oksīda slāni. Šis slānis sagriežas pie daudz augstākām temperatūrām nekā pat metāls pats, kas var izraisīt sarežģījumus, mēģinot to apvienot caur vāku. Vāju savienojumus var radīt nepilna cauruma dēļ, ko izraisa nesavienojamie oksīdi, kas jau apklājuši virsmas, kuras tiek tuvinātas zem augsta spiediena ilgstoši, neuzstādītiem pietiekamiem siltuma vai strāvas plūsmas apjomiem, kas nepieciešami pareizam piesavināšanās procesam starp tām.
Termisko vedlību : Alūminijas augstā termiskā vadība ļauj tai ātri novilkt siltumu no svaidīšanas zonas. Tas var padarīt grūtu sasniegt nepieciešamo temperatūru, jo apkārtējās darbības vietas apvidus rāpjas pārāk ātri dēļ straujiem atstarošanas procesiem starp darbniecībām.
Zema šķidrumtemperatūra : Alūminija šķiešanās temperatūra ir zemāka nekā dzelzs, tomēr tās oksīda slānis prasa daudz augstākas temperatūras, lai to pārtrauktu. Tas var viegli pārkarstīties, kas var izraisīt caurdegšanu.
Samazināšanās un deformatīva : Ātrā iesildīšanās tempatūras pieaugums, kas saistīts ar aluķēm, izraisa samazinājumus un deformatijas, komplikējot svārstības darbības, kurām ir nepieciešams precīzs siltuma kontrole.
Aluķe svārstības veidi
Aluķe svārstībai tiek izmantotas vairākas tehnoloģijas. Populārākie ietvari ietver:
Gāzes Volfrāma Loku Svārstību (GTLA/TIG): Šis metode bieži tiek uzskatīta par labāko, kad runa ir par aluķes svārstību, īpaši tumšākiem gabaliem. TIG nodrošina lielisku siltuma kontroli un ražo cleanākus svārstījumus, jo nav nepieciešams aizpildīt drātu, kas varētu ieviest piesārņojumus apvienojuma zonā. Tie tiek izmantoti neizsmeltie volfrāma elektrodi, savukārt gāze, parasti aronsgāze, jāizmanto kā šildinošā gāze.
Gāzes Metāla Loka Svaidīšana (GMAW/MIG) : MIG vars izpildīt ātrāk un ir vieglāk iemācīties nekā TIG, tādējādi piemērota sākotnējiem. To jākontrolē pareizi, lai procesā nebūtu porozitātes dēļ trūkuma pietiekamā apsargājošo gāzu daudzumā vai nederīgu kabelu piegādes mehānismu lietošanas. Patēriņa elektrodu žogu jāizmanto kopā ar apsargājošo metāla gāzi, piemēram, argonu vai helijumu.
Solis par alumīnija varsēšanu
•Sāciet varstību: Sāciet vienā galā un visu laiku uzturiet stabiļu ātrumu un leņķi.
•Pieplūdens: Pievienojiet pieplūdeni tur, kur tas nepieciešams, lai nodrošinātu stipru savienojumu.
•Siltuma kontrole: Uzmanieties, lai siltums nebūtu pārāk liels un neatveidzinātu darba gabalu.
Pēc varstības
•Pārbaude: Apskatiet varsējumu uz iespējamiem sprādzienu vai cauriem vietām.
•Tīrīšana: Noņemiet visas atliekas vai citus atkritumus, kas palikuši no varstības.
•Glabāšana: Lietojiet piemērotas rīkus, lai, ja nepieciešams, izlīdzinātu varsējumu.
Kādas ir biežāk saistītās problēmas, kad vars alumīniju?
Pat ar pareizo tehnoloģiju var radīties grūtības, kad sudraba:
Porozitāte :Samaziniet šo problēmu, izmantojot tīrus materiālus un korrekti aizsargājošo gāzi, jo poras var padarīt sudrabinājumu vājāku.
Sprādzieni :Sprādzienu cēlonis var būt ātra dzesēšana vai nepareizi sudrabināšanas parametri. Sudraba priekšdzesēšana palīdz samazināt šo problēmu.
Izdegums :Materiāla pārāk liela uztvērmeņa dēļ var radīties caurumi sudrabinātajā daļā. To iespējams novērst, kontrollējot uztvērmeņa ievadi un braukšanas ātrumu.
Nepilnīga saplūsme :Tas notiek tad, ja oksīda slānis nav pietiekami noņemts vai uztvērmeņa ievade nav bijusi pietiekama.
Secinājums
Alūminija svars atšķiras no darba ar citiem metāliem dēļ tās unikālajām īpašībām un prasībām. Zinot alūminijas īpatnības, izvēloties piemērotus veidus, kā savienot daļas kopā, cieši tos uzkaršanas brīdī, kad tie sašķidst viens otrā, un sekot nepieciešamajiem soļiem pareizi, jūs varēsiet iegūt stiprus augstas kvalitātes savienojumus. Uzmanoties par tipiskajām kļūdām šajā procesā, jūs iegūsit prasmes, kas nepieciešamas, lai veiktu projektus veiksmīgi, praktizējot biežāk nekā reizi, un ar laiku kļūstot par ekspertu alūminijas apstrādes darbos.