
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 BE
BE
 KK
KK
 KY
KY
Savijanje aluminija može biti vrlo nagradno vještina za bilo kog entuzijasta DIY ili profesionalnog savijatelja. U svjetlu njegove prisutnosti u industrijama poput automobilske, aerosmornice i građevinarstva, neophodno je znati kako savijati aluminij. Ovaj korak-po-korak vodič će pokriti osnove, različite tehnike i neke savjete za početak. Također ćemo raspravljati o česte probleme s kojima možete susresti tijekom ovog procesa.
Što je savijanje aluminija?

Svarivanje aluminija se odnosi na proces spajanja dvije ploče aluminija zajedno koristeći samo toplinu ili u kombinaciji s tlakom. Na različite načine od oceli, postoje specifične metode i promjene prilikom svarivanja aluminija zbog njegovih jedinstvenih svojstava. Aluminij je visoko provodnik i ima relativno nisku točku taljenja što znači da se lako krivulji i trgnuti ako nije ispravno rukovano tijekom izrađivanja procesa. Potrebno je naučiti kako najbolje to učiniti jer osvojivši ovaj vještina otvara vrata mnogim projektima gdje su kvalitete kao što su laka težina i otpornost na koroziju poželjni atributi koje aluminij izražava.
Zašto je teško svarivati aluminij?
Svarivanje aluminija donosi nekoliko izazova:
Oksidacija : Kada je aluminij izložen zraku, brzo formira oksidnu sloju. Ova sloja topi se pri mnogo višim temperaturama od samog metala, što može uzrokovati komplikacije prilikom pokušaja spajanja putem sudarenja. Slabi spojevi mogu rezultirati nepotpunom pronikom uzrokovanom neispaljivim oksidima koji su već obrazovali na površinama koje se donose u blizini pod visokim tlakom za produženo vrijeme bez da imaju dovoljno zagrijavanja ili protoka struja potrebnog za pravi spoj između njih.
Teploprovodnost : Visoka termodiferencija aluminija omogućava mu brzo dissipirati toplinu od mjesta koje se spaja. To može činiti teškim postizanje potrebne temperature zbog brzog hlađenja oko regije spoja uzrokovane brzim razmakom između radnih dijelova.
Niska točka tijeka : Aluminij se topi pri nižoj temperaturi od čelika, ali njegova oksidna sloja zahtijeva mnogo više temperature za slom. Moguće ga je lako pretopiti što uzrokuje proklapanje.
Smanjenje i distortiranje : Brzi stupanj hlađenja povezan s aluminijem uzrokuje stegave i deformacije, komplikirajući svaruške operacije koje zahtijevaju točnu kontrolu topline.
Vrste aluminijumske svarenja
Postoji nekoliko tehnika koje se koriste u aluminijumskom svarenju. Najčešće su to:
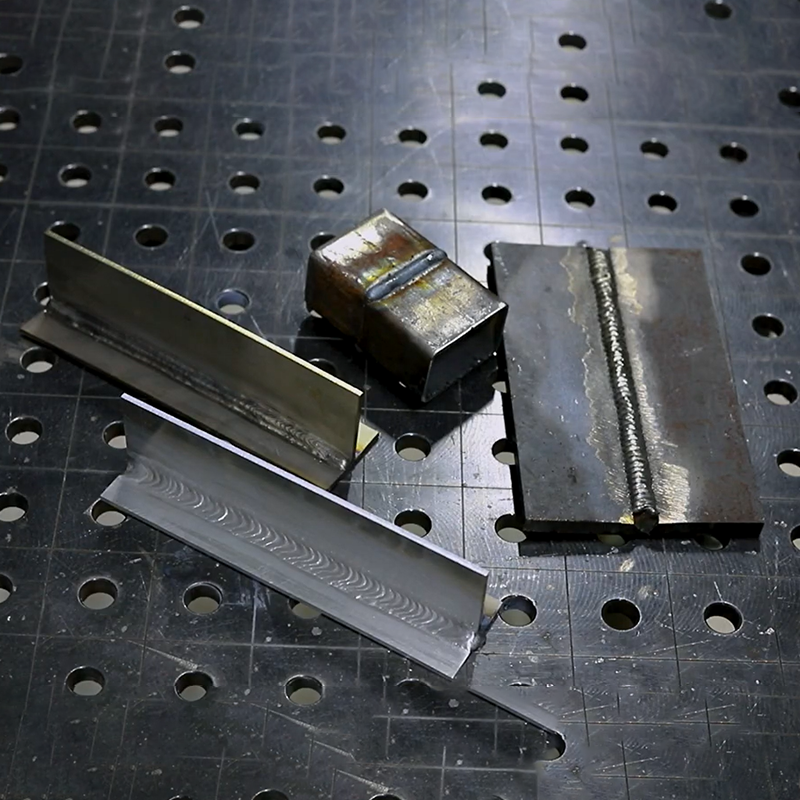
Svarivanje plinom tungstenovim arkom (GTAW/TIG): Ova metoda često se smatra najboljom kada je riječ o svarenju aluminija, posebno na tanjim dijelovima. TIG pruža odličnu kontrolu temperature i proizvodi čišća svarka jer nije potrebna punjenja koja bi mogla uvući kontaminante u područje spoja. Koristi se nepotrosni tungstenov elektrod dok treba upotrijebiti štitni plin, obično argon.
Gazno Metalno Lukovo Svarivanje (GMAW/MIG) : MIG varjenje je brži i lako se uči u odnosu na TIG, stoga je pogodan za početnike. Morao se pravilno kontrolirati kako ne bi došlo do poroznosti tijekom procesa zbog nedostatka dovoljno štitnih plinova ili loših mehanizama za podavanje žice. Potrošni elektrodni drveni mora se koristiti zajedno s štitnim metalnim plinom kao što su argon ili helij.
Koraci za varjenje aluminija
•Počnite s varjenjem: Počnite na jednom kraju i održavajte stalnu brzinu i kut tijekom cijelog procesa.
•Dodatak materijala: Dodajte dodatak materijala kad god je potrebno kako biste osigurali čvrstu spojnicu.
•Kontrola topline: Pratite temperaturu kako ne postane prekomjereno vruća i ne iskazuje radni komad.
Poslije varjenja
•Provjerite spoj: Tražite pukotine ili rupe u spojnici.
•Očistite oblast oko spojnica: Uklonite sve slagove ili drugi otpad koji je ostao tijekom varjenja.
•Završetak: Koristite odgovarajuće alate kako biste izgladili spoj ako je to potrebno.
Koje su neke uobičajene probleme pri varjenju aluminija?
Čak i s pravilnom tehnikom, možete se susreti s teškoćama tijekom svarenja aluminija:
Poroznost :Smanjite ovaj problem koristeći čiste materijale i odgovarajući štitni plin, jer pore mogu oslabiti spoj.
Trnavanje :Trnove mogu uzrokovati brzo hlađenje ili krivi parametri svarenja. Pretopljavanje aluminija pomaže u smanjenju ovog problema.
Prosvrljivanje :Previše topline može uzrokovati rupe u svarenom dijelu. To se može sprečiti kontroliranjem ulazne topline i brzine kretanja.
Nepotpuna fuzija :To se događa kada nije dovoljno očišćena oksidna sloja ili kada nije bila dovoljna ulazna toplina.
Zaključak
Svarivanje aluminija se razlikuje od rada s drugim metalima zbog njegovih jedinstvenih svojstava i zahtjeva. Poznavanje ovih karakteristika aluminija, izbor prikladnih metoda za spajanje dijelova toplinom dok se topi u jedan cijeli, te pravilno sljediti nužne korake omogućit će vam postizanje jachih, visokokvalitetnih spojeva. Brigu o tipičnim pogrješkama tijekom ovog procesa daje vam vještine potrebne za uspješno dovršavanje vaših projekata, dok ćete vježbajući često sa vremenom postati stručnjak u obradi aluminija kao metala tijekom fabricacijskih radova.